
插齿刀分类插齿刀按外形分为盘形插齿刀,碗形插齿刀,锥柄插齿刀,筒形插齿刀,并齿插齿刀,去齿插齿刀等。盘形插齿刀主要用于加工内、外啮合的直齿、斜齿和人字齿轮。碗形插齿刀主要加工带台肩的和多联的内、外啮合...

插齿刀修磨和复涂正确的工艺操作需要修磨复涂的插齿刀,必须先把上次表面涂层退掉后,再来磨插齿刀的前刃面,磨损处必须磨掉后再涂层,提高插齿刀的使用寿命。注意修磨和复涂的工艺过程不能颠倒。如果带涂层插齿刀不...

剃齿刀的修磨1,剃齿刀何时该复磨了呢 ?1)被剃齿轮齿面质量变差,2)当手指触及被剃齿面时,有“毛刺”感觉。3)剃齿时的声音发生了变化。4)剃出的铁屑形状发生变化,长针状铁屑变成了粉末状铁屑。5)当达...

滚刀使用和修磨复涂注意事项一, 变模数变压力角滚刀正确使用方法:1,安装角SA:按刀具标识上标注的SA角度来搬,2,差动挂轮:1)使用普通滚齿机加工时,差动挂论按正常的齿轮参数来计算。2)使用数控滚齿...
新型切削材料速切王滚刀速切王是对滚刀基体的一个新的发展,它是以红热性能极佳的切削材料将切削速度比粉末冶金滚刀提高30%以上,它能缩短加工时间,容易维护和修磨,速切王滚刀创立了齿轮行业的新标准,在结合了...
干切滚刀的特点生产性向上,运用特殊材质高速钢和多层涂层结合,增大两倍以上的切削能力。降低原价,与一般涂层滚刀相比,具有两倍以上加工效率,并因工具寿命增加而降低成本。环境改善,无切削油(干式加工)改善地...
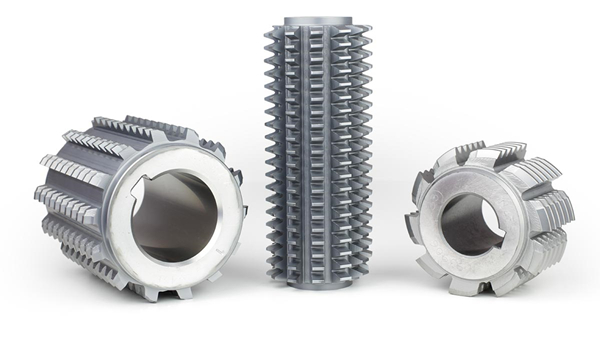
滚刀分类按刃部材料分类:高速钢滚刀,粉末冶金滚刀,硬质合金滚刀按构造结构分类:整体滚刀,镶片滚刀,组装滚刀按形象及取部方法:内孔式滚刀,带柄式滚刀,直槽滚刀,螺旋槽滚刀,正前角滚刀,零前角滚刀,负前角...
滚刀选定时考虑事项内径:利用于普通标准内孔,注意毫米孔与英寸孔。外径:虽然可用标准表,但齿轮干涉与否以及为了提高生产能力,可以减小滚刀外径,比如汽车齿轮量产时,在普通M2.5的情况下,可做成Φ90*1...
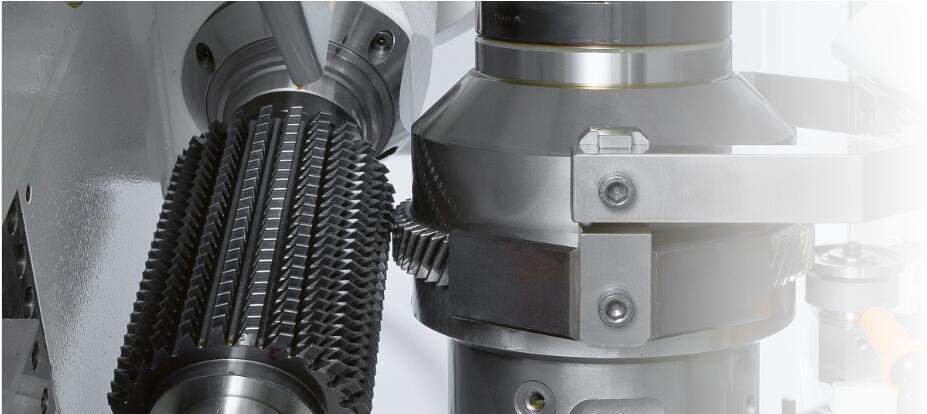
使用齿轮滚刀的注意事项1,要正确选用齿轮滚刀,按照国家标准高精度齿轮滚刀通用技术条件的规定,滚刀精度分为AAA, AA, A, B, C级,一般情况下,AA级滚刀可加工6-7级齿轮,A级可加工7-8级...
径向剃齿刀的剃齿原理与优点1,径向剃齿刀的加工原理:轴向剃齿啮合齿面间理论上是点接触,切削过程中在进给压力作用下齿面受载后扩展为一个比较小的椭圆面接触区,如果工件与剃刀只在原位转动,工件齿面上只会剃出...

如何做好标准齿轮的维护1)标准控制用标准齿轮一般由专门的人员保管,以保证各项参数的准确性。2)标准齿轮(MG)与检验用标准齿轮(IG)应用十次以后应使用标准控制用标准齿轮(MCG)检查校准,即使在减少...

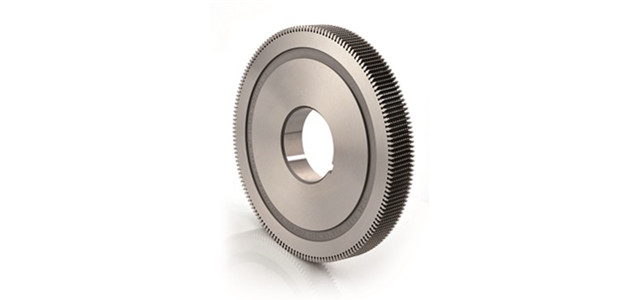
标准齿轮的简介与类型1,标准齿轮的简单介绍:标准齿轮是指各项参数均符合标准值的齿轮,不同用途的标准齿轮依照不同的标准制造。标准齿轮往往用作测量齿轮用于生产齿轮的参考样件,或者用于矫正测量仪器。如果一个...

高速钢齿轮刀具涂层涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而制...
高性能齿轮刀具材料齿轮刀具于其他种类的切削刀具一样,要求其在使用时能承受切削符合并具有尽可能高的切削效率河寿命,因此槽距的材料应该具备相应的性能,就是指在常温河高温下有较高的硬度,足够的耐磨性,强度和...
新型硬质合金车剃齿刀硬质合金车剃齿刀是德国公司开出来的新型高效硬质加工刀具,适用于汽车行业生产模数1-3mm的淬硬斜齿圆柱齿轮的齿面精加工,淬硬齿轮的齿面接触强度显著提高,依靠刀具工件齿面挤压和滑移作...

蜗杆形剃齿刀的特点因为盘形剃齿刀不能用于大模数齿轮的剃齿加工,为了提高大模数齿轮的制造精度和质量,可以在大型滚齿机上利用蜗杆形剃齿刀来实现剃削加工。蜗杆形剃齿刀是在蜗杆齿面上做出许多小槽以形成切削刃的...
径向剃齿刀的设计特点径向剃齿刀剃削齿轮时,只有径向切人运动,为了剃处整个齿面,每一个啮合瞬间应为线接触,而且齿面上的小槽必须有规律的彼此错开,以保证切削痕迹不重复,从而起到进给运动的作用,与普通剃齿刀...
盘形轴向剃齿刀的修形为了让被剃齿齿轮的齿廓能够满足设计和使用上的要求,剃齿刀的齿廓就需要进行修正。盘形轴向剃齿刀的修形就是在大平面砂轮磨齿机上通过砂轮型面的修正实现的。磨齿砂轮的修形方法有两种:一种是...

盘形剃齿刀的制造公差项目按照GB/T14333-93盘形剃齿刀规定,模数m=1-8mm的盘形剃齿刀的精度等级分为A,B两级,其主要技术要求如下:1)剃齿刀的表面粗糙度上限值:内孔表面Ra0.16um,...

标准剃齿刀的使用校验剃齿刀的结构尺寸和齿廓尺寸使用范围是比较窄的,因此标准剃齿刀的适用范围并不大。在选用标准剃齿刀加工一定参数的齿轮时,应当校验该剃齿刀的参数能否适应被剃齿齿轮的要求,以保证剃齿加工的...
专用剃齿刀的设计原则1)要保证新旧剃齿刀剃出的工件齿廓高度大于配对齿轮要求的有效齿廓高度,也就是剃齿后工件齿廓的最低点要低于被剃齿轮于配对齿轮啮合时候的最低啮合点。2)剃齿后工件有效齿廓起点圆半径,大...
采用负变位设计剃齿刀的好处采用负变位设计的剃齿刀,除了能够客服剃齿刀齿廓的中凹现象外,还要其他一些好处。1)刀齿齿顶宽增大,可以提高刀齿顶部的强度2)刀齿根部槽宽增大,便于齿面插槽加工3)产生同等齿面...

剃齿刀的齿廓变位量级确定方法剃齿刀的齿廓变位量是一个重要的参数。它对剃齿质量和剃齿刀寿命都有较大的影响。齿廓变位量通常用啮合角增量表示。给定啮合角增量的方法主要有常规法和小啮合角法两种。1)常规法,是...
盘形剃齿刀的主要基本参数1)螺旋角-剃齿刀的螺旋角由被剃齿轮的螺旋角和剃齿时采用的轴交角确定。剃齿时,剃齿刀与被剃齿轮的轴交角直接影响剃齿过程的切削速度和啮合重合度。轴交角太小,将减弱切削作用,降低剃...
 渝公网安备 50009802000946号
渝公网安备 50009802000946号